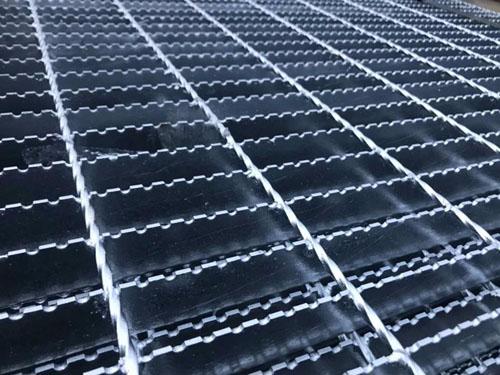
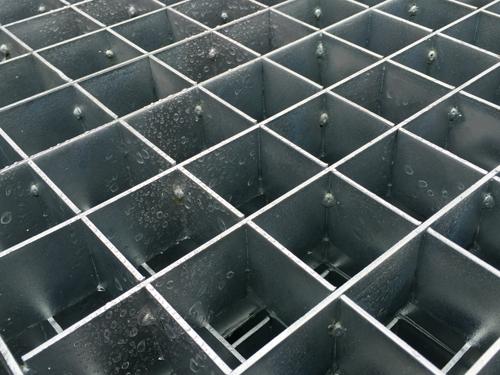
壓焊鋼格板是將縱條(負載扁鋼或工字型扁鋼)與其上表面成正交的橫條(扭絞方鋼或圓鋼),用電阻壓焊機壓焊而成的一種鋼格板。當鋼格板的承載力較大,數量較多或在外觀上要求較高時,宜選用壓焊鋼格板。
選型及排版 壓焊鋼格板應按生產制造廠的定型產品選用。所選鋼格板的型號(包括縱條負載扁鋼尺寸、間距、橫條間距、表面防腐層等),應按平臺上的設計荷載計算,滿足承載力和撓度的要求。最佳支承跨度宜為1.0-1.2m,布置支承構件時應盡量減少板的規格,板可按單跨板計算選型,但宜按連續板排板,盡量避免安裝單跨板。 平臺鋼格板的排板圖,一般由生產制造廠負責設計,并提供現場技術服務。鋼格板平臺的支承構件布置圖,應示出鋼格板負載扁鋼的受力方向(同一層平臺扁鋼受力方向宜盡量一致)、大于200mm孔洞的位置、大小以及連續節點的索引或詳圖。 技術規定 鋼格板與支承構件的連接,應根據使用要求、支承構件的側向穩定性以及經濟上進行綜合考慮。可采用焊接固定或鞍形夾固定,當潤光鋼格板不要求可拆卸時,宜采用焊接固定。焊接點在每塊板兩端支承構件上不得少于二處,每根中間支承構件上不得少于一處,焊縫長度不小于20mm。當采用鞍形夾固定時,固定點同焊接固定點的要求。
鋼格板的允許撓度不得大于L/150(L為板的跨距);鋼格板的支承長度不得小于30mm,板在長度和寬度方向的構造尺寸為標志尺寸減去10mm。鋼格板板端與柱外輪廓(包括防火層)之間,一般應留不小于15mm的空隙。平臺上大于200mm的孔洞,周邊應采用與鋼格板負載扁鋼相同厚度的鋼板補強,鋼板做成高出孔洞50-80mm的錫腳。平臺上小于或等于200mm的孔洞可在現場安裝時切割,周邊可不用補強。對焊接處損傷的涂層應及時修補。鋼格板根據環境腐蝕條件,可采用鍍鋅或涂料保護層。
鋼格板的允許撓度不得大于L/150(L為板的跨距);鋼格板的支承長度不得小于30mm,板在長度和寬度方向的構造尺寸為標志尺寸減去10mm。鋼格板板端與柱外輪廓(包括防火層)之間,一般應留不小于15mm的空隙。平臺上大于200mm的孔洞,周邊應采用與鋼格板負載扁鋼相同厚度的鋼板補強,鋼板做成高出孔洞50-80mm的錫腳。平臺上小于或等于200mm的孔洞可在現場安裝時切割,周邊可不用補強。對焊接處損傷的涂層應及時修補。鋼格板根據環境腐蝕條件,可采用鍍鋅或涂料保護層。
制作及安裝 壓焊鋼格板的制作及允許偏差,應符合YB4001-91《壓焊鋼格柵板》的規定。為保證鋪板的平整,平臺支承構件安裝時,其頂面設計標高應在同一平面上。板在運輸過程中如有變形應進行調整。鋼格板應有編號標記,并宜按順序捆扎,在捆扎處應有軟物墊隔,以防變形及損傷。鋼格板宜按順序安裝,并應及時與支承構件焊牢或用鞍形夾固定,對焊接處損傷的涂層應及時進行修補,鞍形夾的螺栓應安裝正確并及時緊固。現場孔洞的切割,必須在鋼格板安裝就位后、固定前,先將洞口的大小、位置放樣后再行切割。