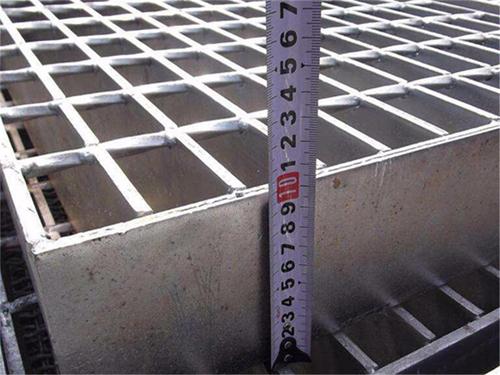
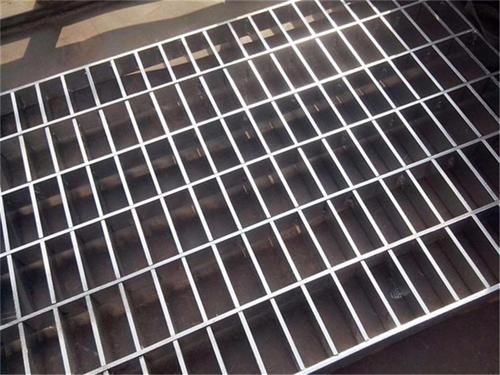
鍍鋅鋼格板作為一種新型資料,應用越來越廣泛。鍍鋅成為鋼格板重要的防腐辦法,不僅因為鋅可在鋼鐵外表構成致密的維護層,還因為鋅具有陰極維護效果。當鍍鋅層破損,它仍能經過陰極維護效果來避免鐵質母材腐蝕,這種維護效果可延伸到1~2mm無維護層的區域,因而鍍鋅能夠有效地維護到板材的切口和冷加工形成的微裂紋以及近焊縫的鋅燒損區,避免從這里開端生銹。 鍍鋅鋼格板運到現場因為裝置的需要,有時需要二次焊接,因為鋅層的存在給鍍鋅鋼格板的焊接帶來了一定困難,鋅的熔點約為420℃,揮發溫度為908℃,這晦氣于焊接,當電弧剛一引燃就揮發了。鋅的揮發和氧化會導致氣孔、未熔合及裂紋,甚至影響電弧穩定性,其間焊接裂紋、氣孔和夾渣是最主要的問題。 原因分析及辦法 (1)裂紋在焊接過程中,熔化的鋅浮在熔池的外表或坐落焊縫根部。因為鋅的熔點遠遠低于鐵,熔池中的鐵首要結晶,液態鋅會沿著鋼的晶界進入其間,導致晶間結合變弱。而且鋅與鐵之間易構成金屬間脆性化合物Fe3Zn10和FeZn10,進一步降低了焊縫金屬的塑性。因而在焊接剩余應力的效果下易沿晶界裂開,構成裂紋。 1)影響裂紋敏感性的要素 ①鋅層的厚度鍍鋅鋼格板的鋅層較薄,裂紋敏感性小,而熱鍍鋅鋼格板的鋅層較厚,裂紋敏感性較大。 ②鋼格板工件厚度厚度越大,焊接拘謹應力越大,裂紋敏感性越大。 ③焊縫空隙空隙越大,裂紋敏感性越大。 ④焊接辦法用手工電弧焊焊接時裂紋敏感性小,而用CO2氣體維護焊焊接時裂紋敏感性大一些。 2)避免裂紋的辦法①在鍍鋅鋼格板焊接時,先用氧乙炔或噴砂等辦法去除鋼格板鄰近的鍍鋅層,一起控制空隙不宜過大,一般1.5mm左右。②選用含Si量低的焊接資料。氣體維護焊時應選用含Si量低的焊絲,手工焊時選用鈦型、鈦鈣型焊條。 (2)氣孔 鍍鋅鋼格板鄰近的鋅層在電弧熱的效果下發生氧化(構成ZnO)及蒸發,并揮發出白色煙塵和蒸氣,因而極易在焊縫中引起氣孔。焊接電流越大,鋅的蒸發越嚴重,氣孔敏感性越大。用鈦型、鈦鈣型焊條焊接時,在中等電流范圍內不易發生氣孔。而用纖維素型和低氫型焊條焊接時,小電流和大電流下均易發生氣孔。另外焊條角度應盡量控制在30°~70°范圍內。 (3)鋅的蒸發及煙塵 用電弧焊焊接鍍鋅鋼鋼格板時,熔池鄰近的鋅層在電弧熱的效果下氧化成ZnO并蒸發,構成很大的煙塵。這種煙塵中主要成分為ZnO,對工人的呼吸器官具有很大的刺激效果,因而,焊接時有必要采納良好的通風辦法。在相同焊接規范下,用氧化鈦型焊條焊接時所發生的煙塵量較低,而低氫型焊條焊接時發生的煙塵量較大。 (4)氧化物夾渣 焊接電流較小時,加熱過程中構成的ZnO不易逸出,易形成ZnO夾渣。ZnO比較穩定,其熔點為1800℃。大塊狀的ZnO夾渣對焊縫塑性具有十分晦氣的影響。使用氧化鈦型焊條時,ZnO呈細微均勻分布,對塑性及抗拉強度影響都不大。而用纖維素型或氫型焊條時,焊縫內的ZnO較大、較多,焊縫性能差。